Wie man beim Blechbiegen spurenfreies Biegen erreicht
May 23, 2026
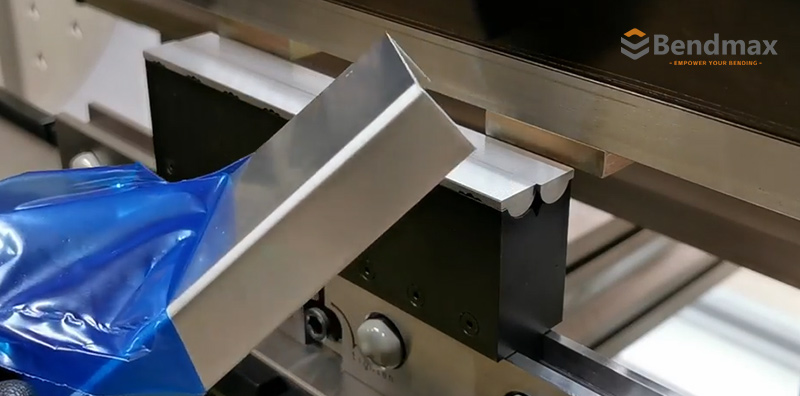
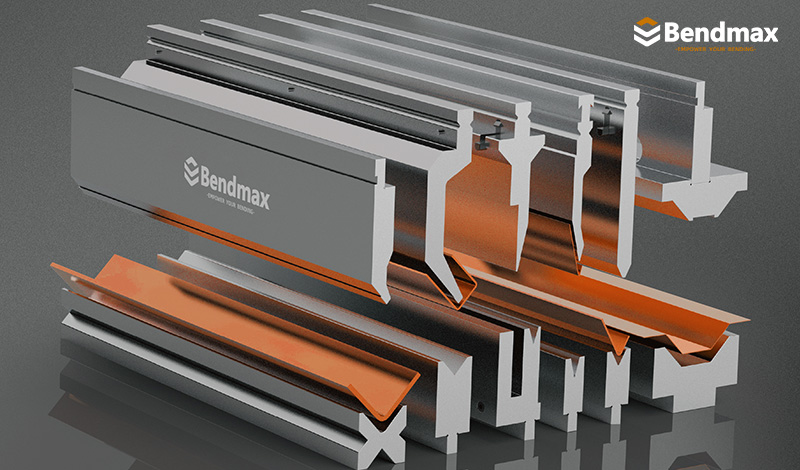
Erforschung des markierungsfreien Biegens von Werkstücken an AbkantpressenWie man beim Blechbiegen spurenfreies Biegen erreichtDie Lösungen für markierungsfreies AbkantenIn der modernen Blechbearbeitung gewinnt die Oberflächenqualität zunehmend an Bedeutung, ebenso wie die Biegegenauigkeit. Branchen wie der Aufzugsbau, die Küchengeräteindustrie, die Architektur, die Unterhaltungselektronik und der Automobilinnenausbau benötigen makellose Oberflächen ohne Kratzer, Druckstellen oder Werkzeugabdrücke.Das traditionelle Abkanten hinterlässt jedoch häufig sichtbare Biegespuren an Edelstahl, Aluminium, beschichteten Blechen, hochglanzpolierten Metallen und lackierten Materialien. Diese Mängel erhöhen die Nachbearbeitungskosten und mindern den Produktwert.Um dieses Problem zu lösen und Biegespuren auf Blechen verhindernHersteller setzen zunehmend auf fortschrittliche Technologien Werkzeuglösungen für Abkantpressen ohne MarkierungenDieser Artikel erläutert die effektivsten Methoden, um makellose Ergebnisse zu erzielen und gleichzeitig Biegegenauigkeit und Produktivität aufrechtzuerhalten.Was verursacht Biegespuren an Blechen?Bevor man sich für eine Lösung entscheidet, ist es wichtig zu verstehen, warum Biegespuren entstehen.Beim Biegevorgang gleitet das Blech unter hohem Druck gegen die Oberfläche der V-Form und wird dabei gepresst. Reibung, konzentrierte Kraft und ungünstige Oberflächenbeschaffenheit der Form können folgende Effekte hervorrufen:KratzerDruckleitungenOberflächeneindrückungBeschädigung der BeschichtungWalzenschleifspurenDiese Probleme treten besonders deutlich hervor bei:Spiegel-EdelstahlGebürsteter EdelstahlAluminiumblecheVerzinkter StahlLackierte oder beschichtete MaterialienDekorative BlechpaneeleDer Schlüssel zu markierungsfreiem Biegen liegt in der Reduzierung der Reibung und der gleichmäßigen Druckverteilung während des Umformens.6 professionelle Lösungen für markierungsfreies Biegen1. Markierungsfreie Folien- und SpannsystemeEine der einfachsten Methoden ist die Verwendung von Schutzfolie ohne Abdrücke zwischen dem Blech und der unteren Matrize.Die Folie dient als Schutzbarriere, die die Reibung beim Biegen absorbiert und einen direkten Metall-auf-Metall-Kontakt verhindert.So funktioniert esZwischen Werkstück und V-Matrize wird eine flexible Schutzfolie eingeführt. Beim Biegen bewegt sich die Folie zusammen mit dem Blech, wodurch Kratzer und Eindellungen reduziert werden.Schutzfolie für Biegevorgänge AbkantpresseSchutzfolienhalter und PositioniererHauptmerkmaleErhältlich in verschiedenen StärkenEinfach zu installieren und auszutauschenGeringe InvestitionskostenGeeignet für vorübergehenden SchutzVorteileEinfach und wirtschaftlichKompatibel mit den meisten Standard-V-MatrizenWirksam für leichten kosmetischen SchutzEinschränkungenDer Film nutzt sich schnell abErfordert häufigen AustauschKann die Winkelgenauigkeit beim Präzisionsbiegen geringfügig beeinträchtigen.Typische AnwendungenDekorative EdelstahlpaneeleGebürstete AluminiumblecheLeichte kosmetische Komponenten2. Markierungsfreie Rotationswerkzeuge / FlügelbiegewerkzeugeRotationsbiegewerkzeuge gehören zu den fortschrittlichsten Lösungen für kratzfreies Biegen.Der Einsatz von Bendmax Rotabend-Unterwerkzeugen trägt zur Reduzierung von Markierungen bei, da sich die gehärteten Rotorflügel während des Biegens drehen, anstatt über die Blechoberfläche zu schleifen.Diese Werkzeuge verfügen über einen rotierenden Klappenmechanismus im unteren Werkzeug. Während der Stempel das Blech in Position presst, dreht sich die Klappe, um den Oberflächenkontakt ohne Gleitreibung aufrechtzuerhalten. Wichtigste PunkteMerkmal: Polierte Chromoberfläche (Ra ≤ 0,4 μm)Vorteil: Gleichmäßige Kraftverteilung bei nahezu keiner OberflächenreibungErgebnis: Beseitigt nahezu vollständig Druckstellen beim BiegenVorteileHervorragender kosmetischer OberflächenschutzReduzierte Reibung beim FormenGleichmäßige BiegewinkelGeeignet für die automatisierte ProduktionEinschränkungenHöhere Anschaffungskosten als bei StandardwerkzeugenTypische AnwendungenArbeitsplatten aus EdelstahlAufzugsverkleidungenDekorative ArchitekturprodukteHochwertige GerätefrontenWarum Rotationswerkzeuge besser funktionieren: Herkömmliche V-Matrizen erzeugen Gleitreibung. Rotationsmatrizen wandeln die Gleitbewegung in eine Drehbewegung um und reduzieren so die Oberflächenbeschädigung erheblich.3. Abkantpresswerkzeuge mit NyloneinsatzNylon-Einsatz, markierungsfrei stanzen Es werden austauschbare Nylonmaterialien verwendet, die in den Kontaktbereich der unteren Matrize eingebettet sind. Da Nylon eine hohe Elastizität und einen sehr niedrigen Reibungskoeffizienten aufweist, werden mechanische Spuren auf der Blechoberfläche deutlich reduziert.Struktur: Der Nyloneinsatz behält die gleiche V-förmige Öffnungsgeometrie wie herkömmliche Stahlmatrizen bei und bietet gleichzeitig eine weichere Kontaktfläche.HauptmerkmaleAustauschbare NyloneinsätzeGleiche Biegegeometrie wie herkömmliche V-Matrizenreibungsarme KontaktflächeVorteileHervorragender Schutz für empfindliche OberflächenGeringere Werkzeugkosten im Vergleich zu VollpolyurethansystemenEinfache Wartung durch Austausch der EinsätzeEinschränkungenNyloneinsätze verschleißen unter hoher Tonnage schneller.Nicht ideal für sehr dicke MaterialienTypische AnwendungenEdelstahldekorationBeschichtetes BlechAluminium-Gehäuseplatten4. Rollenförmige, markierungsfreie AbkantpressenwerkzeugeStempel mit Walze für spurfreies Stanzen (markfreie Stanzformen) Verwendung von rotierenden Hartmetallwalzen, die in die untere Matrize integriert sind.Beim Biegen drehen sich die Walzen synchron mit der Blechbewegung. Dadurch wird Gleitreibung in Rollreibung umgewandelt, wodurch Kratzer und Druckstellen deutlich reduziert werden. Wichtigste PunkteMerkmal: Rotierende Leichtmetallrollen auf KontaktflächenVorteil: Dynamischer WälzkontaktIdeal für: Ultradünne Folien unter 0,5 mmVorteileExtrem niedrige ReibungHervorragend geeignet zum PräzisionsbiegenSchützt empfindliche Beschichtungen und polierte OberflächenVerbessert die Konsistenz bei der DünnblechformungEinschränkungenHöhere WerkzeugkostenWartung für Walzensysteme erforderlichTypische AnwendungenPräzisionselektronikSolarmodulrahmenDünne EdelstahlabdeckungenGehäuse für Unterhaltungselektronik5. Werkzeuge für Abkantpressen mit Polyurethan-EinsätzenPolyurethan-Abkantpressenwerkzeuge Weiche, elastische Einlagen dämpfen das Blech beim Biegen. Diese Einlagen verteilen den Biegedruck gleichmäßig und verhindern Abdrücke durch direkten harten Kontakt.Weiche Kontaktlinseneinsätze können hergestellt werden aus Polyurethan, Nylon oder Materialien auf KautschukbasisPolyurethaneinsätze eignen sich besonders zum Biegen von abgerundeten Profilen und empfindlichen Dekormaterialien. Wichtigste PunkteMerkmal: Polyurethan-Einsatz oder FederauswurfsystemVorteil: Beseitigt Druckstellen vollständigErgebnis: Gleichmäßiger Biegeradius mit glatter OberflächenqualitätVorteileBester Oberflächenschutz unter allen spurenfreien LösungenHervorragend geeignet für WeichmetalleErzeugt gleichmäßige und gleichmäßige BiegeradienEinschränkungenNicht geeignet für dicke, schwere MaterialienPolyurethaneinsätze verformen sich mit der Zeit unter hoher Tonnage.Typische AnwendungenHochglänzendes AluminiumEdelstahl mit SpiegelglanzSmartphone-RahmenDekorative Konsumgüter6. Kundenspezifische, markierungsfreie AbkantpresswerkzeugeKundenspezifische WischbiegungKundenspezifische U-ProfilbiegungKundenspezifische KanalbiegungBei komplexen Geometrien oder hochsensiblen Oberflächen ist die kundenspezifische Herstellung von spurenfreien Werkzeugen oft die beste Lösung.Diese Werkzeuge sind speziell auf folgende Aspekte ausgelegt: Materialart, Materialstärke, Biegeradius, Anforderungen an die Oberflächenbeschaffenheit, Produktgeometrie und Produktionsvolumen.Kundenspezifische Werkzeuge können Folgendes kombinieren: Rotationsstrukturen, Polyurethaneinsätze, Rollensysteme, spezielle Oberflächenbeschichtungen und mehrstufige Biegestrukturen.VorteileMaximaler OberflächenschutzOptimierte BiegegenauigkeitVerbesserte ProduktionseffizienzOptimale Lösung für komplexe AnwendungenTypische AnwendungenLuft- und RaumfahrtkomponentenHochwertige ArchitekturpaneeleZierleisten für KraftfahrzeugeHochwertige EdelstahlverarbeitungHauptvorteile von markierungsfreien BiegewerkzeugenModerne, spurenlose Abkantpressenwerkzeuge bieten erhebliche Vorteile hinsichtlich Fertigungseffizienz, Qualitätskontrolle und Kostenreduzierung.1. OberflächenschutzVerhindert Kratzer, Dellen und Druckstellen auf empfindlichen Materialien.2. Reduzierte Nacharbeit und weniger AusschussWeniger Oberflächenfehler bedeuten geringere Ausschussquoten und eine stabilere Produktionsqualität.3. Breite MaterialkompatibilitätGeeignet für:Edelstahl, Aluminium, verzinkter StahlLackierte Bleche, Dekorative Metalle4. Längere WerkzeugstandzeitAustauschbare Einsätze verlängern die Gesamtlebensdauer des Werkzeugsystems.5. Höhere ProduktionseffizienzVerringert den Bedarf an Schutzfolien und zusätzlichen Poliervorgängen. Wie man das richtige Werkzeug für spurenfreies Abkanten auswähltDie Auswahl der richtigen markierungsfreien Biegelösung hängt von mehreren technischen Faktoren ab.Anforderungen an die OberflächenbeschaffenheitUnterschiedliche Oberflächen erfordern unterschiedliche Schutzstufen (Hochglanz, gebürstet, lackiert, beschichtet). Je empfindlicher die Oberfläche, desto sanfter und gleichmäßiger muss der Werkzeugkontakt sein.Materialstärke und FestigkeitDickere oder hochfeste Werkstoffe erfordern robustere Einpresssysteme, um die Winkelgenauigkeit zu gewährleisten. Weiche Einpresssysteme können sich unter zu hoher Belastung verformen.Biegewinkel und V-ÖffnungDie korrekte Abstimmung von Stempelradius, V-Öffnung, Materialstärke und Biegewinkel ist unerlässlich, um die Biegekonsistenz zu gewährleisten und Materialverformungen zu vermeiden.TeilegeometrieKomplexe Formen wie tiefe Kästen, Biegungen mit großem Radius, U-förmige Profile und mehrstufige Biegungen erfordern oft spezielle spurenfreie Werkzeugkonstruktionen.Produktionsvolumen und BudgetBei der Serienfertigung sind langlebige Rotations- oder Rollensysteme von Vorteil.Die Kleinserienfertigung kann von modularen Einsatzlösungen profitieren.Systeme mit austauschbaren Einsätzen bieten in der Regel das beste Verhältnis zwischen anfänglichen Werkzeugkosten, Wartungsaufwand und langfristiger Lebensdauer.Welche Lösung für markierungsfreies Biegen ist die beste?Es gibt keine Universallösung, die für jede Biegeanwendung geeignet ist.LösungOberflächenschutzHaltbarkeitKostenBeste AnwendungNo-Mark FilmMediumNiedrigNiedrigVorübergehender SchutzRotationswerkzeugeExzellentHochMittel-HochDekorative EdelstahlpaneeleNyloneinsätzeGutMediumMediumAllgemeine kosmetische BiegungWalzenwerkzeugeExzellentHochHochUltradünne PräzisionsblechePolyurethan-FormenAm bestenMittel-NiedrigMediumMaterialien mit SpiegelglanzSonderwerkzeugeMaximalHängt vom Design ab.HochKomplexe High-End-AnwendungenDa die Kundenerwartungen an die optische Qualität stetig steigen, ist die Beherrschung von kratzfreies Blechbiegen wird zu einer entscheidenden Voraussetzung in der modernen Fertigung.Die Wahl des richtigen Werkzeugs für spurenfreies Abkanten kann Folgendes bewirken:Produkterscheinung verbessernProduktionsfehler reduzierenErhöhung der BiegekonsistenzNiedrigere HerstellungskostenSteigerung der KundenzufriedenheitEgal ob Sie Edelstahl-Aufzugspaneele, hochglanzpoliertes Aluminium oder dekoratives Blech biegen – die Investition in die richtige Lösung für spurenfreies Biegen wird sowohl die Produktqualität als auch die Produktionseffizienz deutlich verbessern.












 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Datenschutzrichtlinie
Wechat: Datenschutzrichtlinie
 IPv6 network supported
IPv6 network supported


 Deutsch
Deutsch 








