







In der modernen Blechbearbeitung ist die Auswahl der richtigen Abkantpressenwerkzeuge genauso wichtig wie die Wahl der richtigen Abkantmaschine. Unter allen unteren Werkzeugoptionen, V stirbt Und Du stirbst. sind die beiden am häufigsten verwendeten Lösungen beim Abkanten mit einer Abkantpresse.
Obwohl beide für das Biegen von Blechen konzipiert sind, unterscheiden sie sich stark in ihren Strukturen, Anwendungsbereichen, Biegeeigenschaften und Umformmöglichkeiten.
Viele Hersteller stehen oft vor derselben Frage:
Soll dieses Teil mit einer V- oder einer U-förmigen Matrize gebogen werden?
In manchen Fällen kann eine Standard-V-Matrize eine U-Matrize ersetzen und die Werkzeugkosten senken. In anderen Fällen kann die Verwendung einer V-Matrize anstelle einer U-Matrize jedoch zu Kollisionen, Verformungen, ungenauen Winkeln oder sogar zu Biegebrüchen führen.
Dieser Artikel erklärt die Unterschiede zwischen U- und V-Matrizen für Abkantpressen, einschließlich:
Wenn Sie sich mit Blechbiegen, der Auswahl von Werkzeugen für CNC-Abkantpressen oder der Herstellung von Kistenbiegeteilen beschäftigen, hilft Ihnen dieser Leitfaden bei der Auswahl der richtigen Werkzeuglösung.
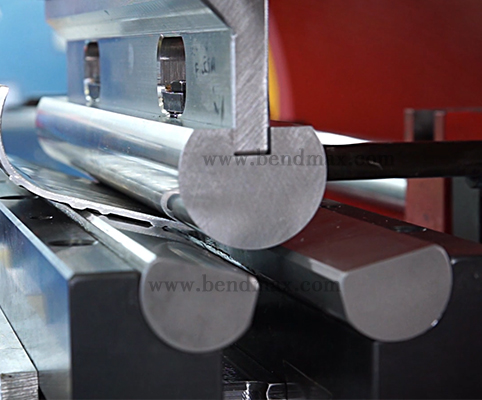
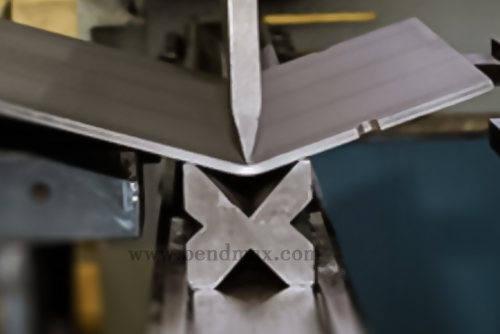
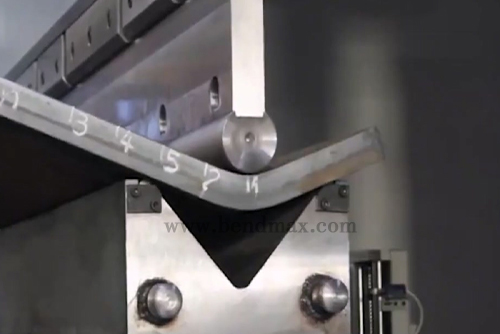
A V die ist die am weitesten verbreitete untere Matrize beim Abkanten.
Die Arbeitsnut ist V-förmig und wird hauptsächlich für Standard-Luftbiege- und Bodenbiegevorgänge verwendet.
Aufgrund ihrer Vielseitigkeit und der geringeren Produktionskosten hat sich die V-Matrize zur Standardwerkzeuglösung für die meisten Blechbearbeitungsbetriebe entwickelt.
Der Einzel-V-Die Enthält eine V-förmige Öffnung und wird üblicherweise für Standardanwendungen im Bereich des Blechbiegens verwendet.
Typische Anwendungsgebiete sind:
Hauptvorteile:
Einzel-V-Matrizen eignen sich ideal für hocheffiziente CNC-Abkantpressvorgänge.
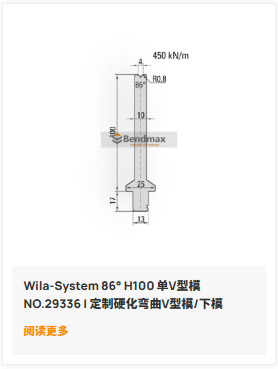
Wila-System 86° H100 Einzel-V-Matrize Nr. 29336
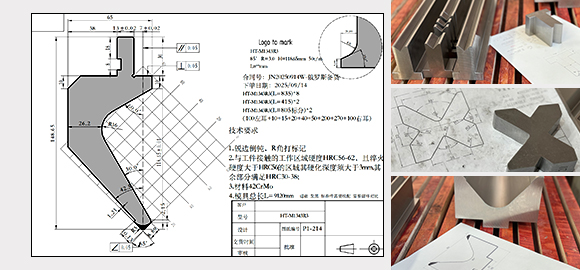
Kundenspezifisches gehärtetes Biege-V-Werkzeug / Unterwerkzeug
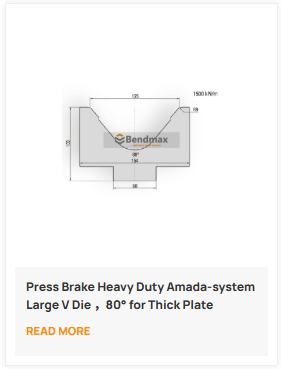
Abkantpresse, Hochleistungs-Amada-System, große V-Matrize
80° für das Biegen dicker Bleche
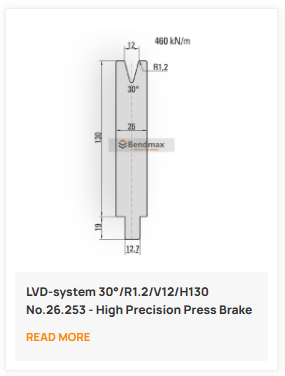
LVD-System 30° R1.2 V12 H130 Nr. 26253
Hochpräzisions-Abkantpresse V-Matrize
A Doppel-V-Stahl Es umfasst zwei V-förmige Öffnungen unterschiedlicher Größe. Diese Konstruktion ermöglicht es dem Bediener, verschiedene Materialstärken zu bearbeiten, ohne das Werkzeug häufig wechseln zu müssen.
Vorteile:
Doppel-V-Matrizen werden häufig in mittelständischen und großen Fertigungsbetrieben eingesetzt.
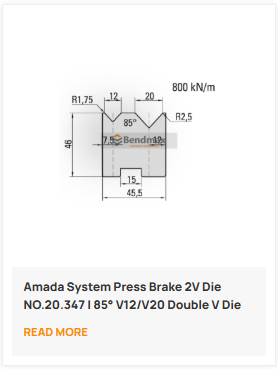
Amada System Abkantpresse 2V Matrize Nr. 20.347
85° V12/V20 Doppel-V-Matrize für präzises Biegen dünner Bleche
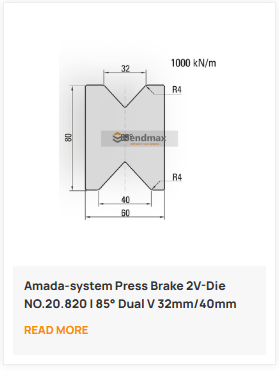
Amada-System-Abkantpresse 2V-Matrize Nr. 20.820
85° Dual V 32mm/40mm mit oberen und unteren V-Öffnungen
A Multi-V-Die integriert mehrere V-Öffnungen in einen einzigen Chipkörper.
Es eignet sich besonders für:
Vorteile:
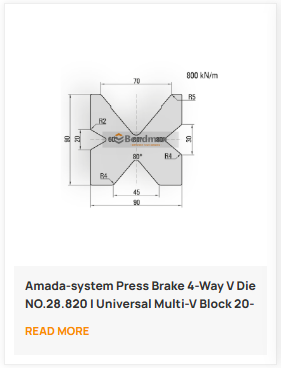
Amada-System Abkantpresse 4-Wege-V-Matrize Nr. 28.820
Universeller Multi-V-Block 20-70 mm
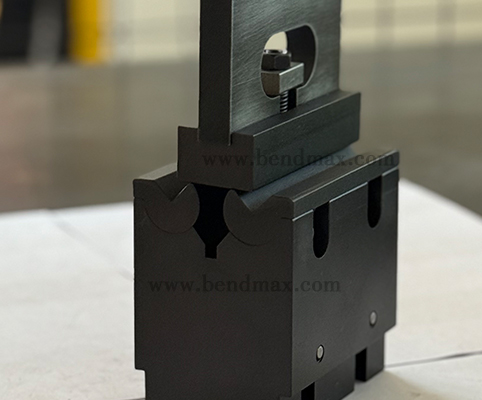
A Radius V Die Verfügt über einen abgerundeten Rillenboden anstelle eines scharfen V-förmigen Bodens.
Es wird üblicherweise verwendet für:
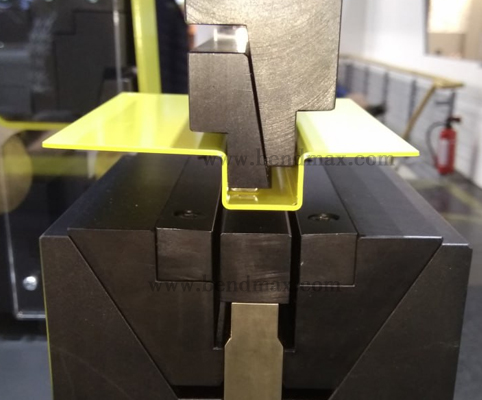
A Du stirbst ist eine Tiefkanal-Untermatrize, die speziell für das Biegen von Teilen mit tiefen Flanschen oder kastenförmigen Strukturen entwickelt wurde.
Im Vergleich zu Standard-V-Matrizen bieten U-Matrizen deutlich mehr Freiraum innerhalb der Matrizenöffnung.
Dadurch eignen sie sich hervorragend für komplexe Biegevorgänge, bei denen Interferenzen auftreten können.

Der Standard-U-Würfel wird hauptsächlich verwendet für:
Merkmale:
Dieser U-förmige Stempel ist für Folgendes ausgelegt:
Vorteile:
Nicht-markierende U-Stempel umfassen üblicherweise:
Diese Matrizen werden häufig verwendet für:
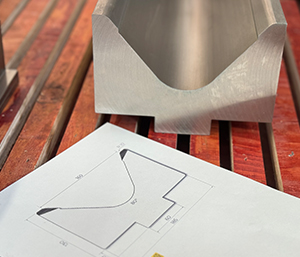
Spezielle U-Matrizen werden für einzigartige Werkstückstrukturen entwickelt.
Sie sind in Branchen wie diesen weit verbreitet:
Standard U Die
Tiefkanal-Abkantpresse, entwickelt für Kastenbiegen, tiefe Flansche und störungsfreies Blechumformen.
Standardkanal-Stanzwerkzeug
Standardmäßige U-Profil-Untermatrize, geeignet für U-förmiges Biegen, Gehäuseformung und mehrstufige Biegevorgänge.

Markierungsfreie Kanal-Stanzteile
Markierungsfreie Kanalmatrizen mit Oberflächenschutzdesign zum Biegen von Edelstahl, Aluminium und dekorativen Blechen.
No-Mark U Die
U-förmige Untermatrize mit PU- oder Nylonschutz zum Schutz vor Kratzern bei Präzisionsbiegeanwendungen.
Kundenspezifische U-Stanzteile
Speziell entwickelte U-Formwerkzeuge für besondere Profile, tiefe Kastenbiegungen und komplexe Blechumformungsanforderungen.
| Vergleich | V Die | Du stirbst |
|---|---|---|
| Werkzeugstruktur | Schmale V-förmige Nut Standardisierte Struktur Geeignet für allgemeine Biegungen | Tiefer U-förmiger Hohlraum Größerer Innenraum Konzipiert für tiefe oder komplexe Biegungen |
| Anwendungsbereich | Standard 90°-Bögen Luftbiegung Hochgeschwindigkeitsproduktion Allgemeine Blechbearbeitung | Kastenbiegen Teile mit tiefem Flansch Rückbiegungen Mehrstufige Biegevorgänge |
| Störfestigkeit Das ist einer der größten Unterschiede. | Beim Biegen tiefer Teile kann das Werkstück mit Folgendem kollidieren: • Schultern • Die Seitenwände • Oberstempelstruktur | U-förmige Werkzeuge bieten zusätzlichen Innenraum, der Störungen bei tiefen Biegevorgängen verhindert. |
| Vorteile von V-Formen | Vorteile von U-förmigen Dielen |
|---|---|
Höhere Produktionseffizienz V-Matrizen sind einfacher zu montieren und auszutauschen und eignen sich daher ideal für:
| Bessere Freigängigkeit für tiefe Biegungen Dies ist der wichtigste Vorteil von U-Stanzlingen. Beim Biegen tiefer Kastenstrukturen kommt es bei Standard-V-Formen häufig zu Interferenzproblemen. U-förmige Matrizen lösen dieses Problem, indem sie einen tieferen Hohlraum bieten. |
Geringere Werkzeugkosten Aufgrund ihrer einfacheren Bauweise sind V-Matrizen wirtschaftlicher als U-Matrizen. Dies reduziert:
| Besser geeignet für die Herstellung von Gehäusen und Schränken Anwendungsgebiete umfassen:
Diese Produkte erfordern oft mehrere tiefe Biegungen. U-Matrizen verbessern die Formstabilität erheblich. |
Bessere Kompatibilität V-Matrizen sind mit den meisten gängigen Abkantpressen-Werkzeugsystemen kompatibel. Zum Beispiel:
| Verringertes Risiko von Oberflächenschäden Viele U-Stanzwerkzeuge sind mit markierungsfreien Schutzsystemen ausgestattet. Dies ist unerlässlich für:
|
Ideal zum Luftbiegen Moderne Abkantpressen setzen zunehmend auf Luftbiegetechnik. V-Matrizen sind die bevorzugte Wahl, da sie folgende Vorteile bieten:
| Geeignet für komplexe Strukturen U-Stanzlinge sind oft notwendig für:
Diese Strukturen sind mit Standard-V-Formen schwer oder gar nicht zu bearbeiten. |
Bei einigen Biegeanwendungen kann eine V-Matrize eine U-Matrize erfolgreich ersetzen.
Dies trägt zur Senkung der Werkzeugkosten und zur Erhöhung der Flexibilität bei. Daher besteht das letztendliche Ziel der Vorstellung ihrer Funktionsprinzipien sowie ihrer Vor- und Nachteile darin, uns deren sinnvolle und effektive Nutzung zur Erfüllung unserer Bedürfnisse zu ermöglichen.
Allerdings müssen einige wichtige Bedingungen berücksichtigt werden.
Bei flachen Flanschen ist eine Kollision weniger wahrscheinlich. In diesem Fall kann eine Standard-V-Matrize ausreichend sein.
Gängige Beispiele sind:

Durch die Vergrößerung der V-Öffnung entsteht mehr Freiraum. Dies ermöglicht das Biegen einiger flacher Kastenstrukturen ohne U-Matrize.
Größere V-Öffnungen erzeugen jedoch auch Folgendes:
Beim Luftbiegen wird der Kontakt zwischen Werkstück und Werkzeug reduziert. Dies kann dazu beitragen, Störungen bei bestimmten komplexen Biegevorgängen zu vermeiden.
Daher verwenden viele moderne Fertigungsbetriebe:
um den Bedarf an speziellen U-Formen zu reduzieren.
Manchmal entsteht die Störung durch den oberen Stempel anstatt durch die untere Matrize.
Verwendung:
ermöglicht es, mit einer Standard-V-Matrize komplexere Biegungen durchzuführen.
Obwohl der Austausch eines U-förmigen Werkzeugs gegen ein V-förmiges Werkzeug die Werkzeugkosten senken kann, birgt er auch einige Risiken.
Ist der Flansch zu tief, kann das Werkstück mit den Werkzeugschultern kollidieren. Dies kann folgende Folgen haben:
Große V-Öffnungen vergrößern den inneren Biegeradius. Dies kann folgende Auswirkungen haben:
Beim Luftbiegen mit großen V-Matrizen entsteht in der Regel eine stärkere Rückfederung. Gegebenenfalls ist eine zusätzliche Winkelkompensation erforderlich.
Standard-V-Matrizen können leicht Spuren hinterlassen auf:
In solchen Situationen sind nicht markierende U-Stempel sicherer.
Es gibt mehrere Situationen, in denen ein U-Steine unerlässlich ist.

Tiefe Schaltschränke und Gehäuseteile erfordern in der Regel U-förmige Stanzwerkzeuge, da Standard-V-förmige Stanzwerkzeuge nicht genügend Freiraum bieten.
Mit zunehmender Anzahl an Biegungen wird die Werkstückstruktur immer komplexer.
U-förmige Matrizen bieten den für die spätere Umformung benötigten Raum.
Große Flansche erhöhen das Risiko von Interferenzen erheblich.
Insbesondere bei dicken Werkstoffen sind U-Matrizen oft erforderlich.
Bei spiegelglattem Edelstahl oder lackiertem Blech bieten U-Matrizen mit Schutzeinsätzen einen wesentlich besseren Oberflächenschutz.
Anwendungen wie:
in der Regel werden spezielle U-Formen benötigt.

Beim modernen Abkanten mit Pressen sind weder U- noch V-Matrizen generell besser. Stattdessen gilt:
Jeder Werkzeugtyp ist für unterschiedliche Biegeanforderungen ausgelegt.
V-Matrizen eignen sich ideal für:
U-Säuren sind unerlässlich für:
Heutzutage versuchen viele Blechverarbeiter, U-förmige Stanzwerkzeuge nach Möglichkeit durch große V-förmige zu ersetzen, um:
Für tiefe und komplexe Biegeanwendungen bleiben U-Matrizen jedoch unersetzlich.
Die beste Werkzeugstrategie ist in der Regel eine ausgewogene Kombination aus:
Dies sorgt für das optimale Gleichgewicht zwischen:
Verwandte Artikel, die Sie interessieren könnten:
„Gängige V-förmige Öffnungstypen von Abkantpresswerkzeugen und ihre Anwendungen“
„Wie man das richtige Abkantwerkzeug anhand der Biegekraft auswählt“
„Was sind Abkantwerkzeuge? Der ultimative Leitfaden für Hersteller“
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Datenschutzrichtlinie
Wechat: Datenschutzrichtlinie
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Deutsch
Deutsch 








