








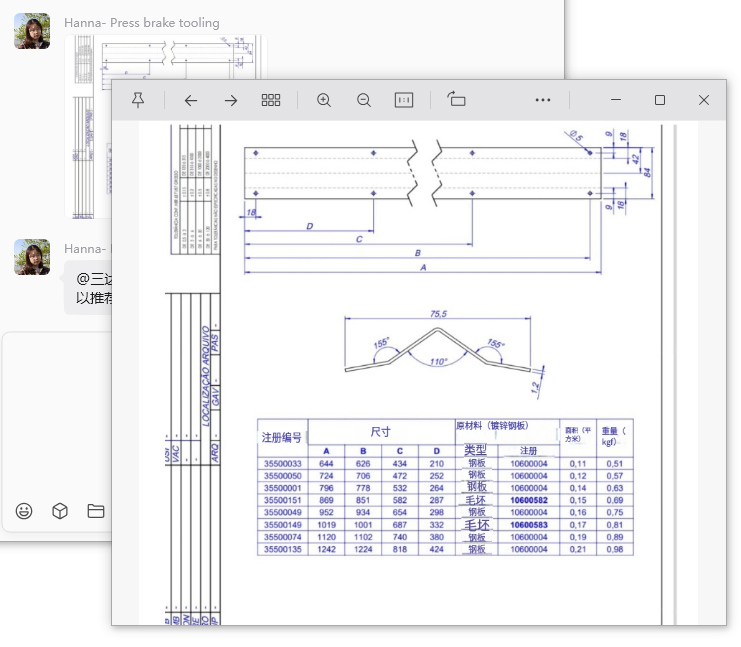
Der Kunde wandte sich mit einer speziellen Biegeherausforderung an uns, bei der es um Folgendes ging:dünnes Stahlblech mit Rippenstruktur, was sowohl Effizienz als auch Maßgenauigkeit erfordert.
Zu den wichtigsten Anforderungen des Kunden gehörten:
Material:Stahlblech,1,2 mm Dicke
Maschine: Amada Abkantpresse
Untere Matrizenöffnung: V = 60 mm
Formgebungsverfahren: Ein-Schritt-Umformung (einstufiges Biegen)
Teilmerkmale:Mehrwinkelprofil mitVerstärkungsrippe (Versteifungsstruktur)
Qualitätserwartung:
Stabile Biegewinkel
Saubere Formgebung ohne Verformung
Gleichmäßige Rippenform
Hohe Wiederholgenauigkeit bei der Serienfertigung
Weil das Werkstück Folgendes umfasst Rippengeometrie und mehrere BiegewinkelStandardmäßige gerade Stempel waren nicht geeignet, um die erforderliche Form in einem einzigen Arbeitsgang zu erzielen.
Nach Durchsicht der Zeichnung identifizierte unser Ingenieurteam mehrere zentrale Herausforderungen:
Das Vorhandensein eines Rippe (Verstärkungselement) erhöht den Umformwiderstand und verändert das Materialverhalten beim Biegen. Ohne geeignete Werkzeugunterstützung:
Dies würde die Produktionseffizienz verringern und die Zykluszeit verlängern.
Der Kunde verlangte ausdrücklich Ein-Treffer-Bildung, Bedeutung:
Dies erfordert kundenspezifische Profilwerkzeuge, keine Standardstempel.
Mit 1,2 mm StahlEine falsche Werkzeugauswahl kann folgende Folgen haben:
Eine ordnungsgemäße Abstützung durch die Werkzeugschultern ist unerlässlich.
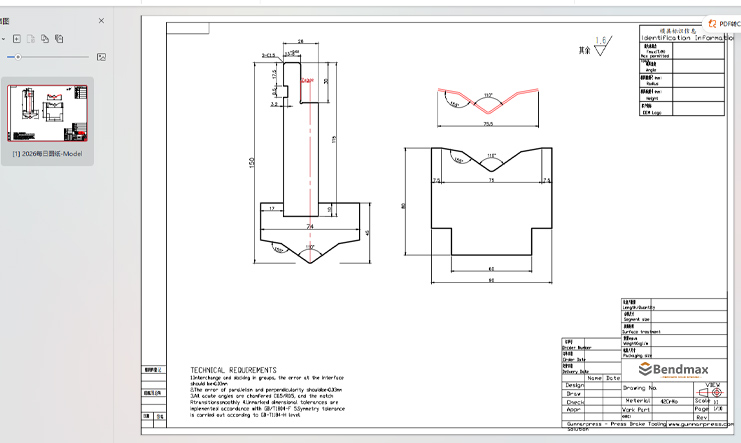
Nach einer technischen Bewertung empfahlen unsere Ingenieure die Verwendung von kundenspezifische Rippenbiegewerkzeuge, speziell so konstruiert, dass es dem in der Zeichnung dargestellten Profil entspricht.
Empfohlene Werkzeugkonfiguration:
Werkzeugtyp:Rippenbiegestempel- und Matrizensatz
Maschinenkompatibilität:Amada-System
Untere Matrizenöffnung:V = 60 mm
Formgebungsverfahren:Profilbildung mit einem einzigen Treffer
Materielle Unterstützung:Optimiert für die Dünnblechformung
Profilabgleich:Kundenspezifische Geometrie entsprechend der Rippenform
Diese Werkzeugkonstruktion ermöglicht es, Rippen und Winkel gleichzeitig in einem Presshub zu formen.
Die in der Zeichnung dargestellte Rippenkonstruktion umfasst:
Standardstempel können die Verformung solcher Strukturen nicht präzise steuern. Werkzeuge zum Rippenbiegen bieten folgende Vorteile:
Die speziell entwickelte Stempelspitze stützt die Rippengeometrie und verhindert ein Zusammenfallen während des Umformens.
Mit abgestimmter Werkzeuggeometrie:
Spezielle Rippenwerkzeuge gewährleisten:
Nach der Implementierung der empfohlenen Werkzeuge zum Rippenbiegen erzielte der Kunde folgende Ergebnisse:
Die fertigen Teile entsprachen den Maß- und Funktionsanforderungen des Kunden.
Dieser Fall zeigt, dass beim Biegen von Teilen mit Rippen- oder VersteifungsstrukturenDie Auswahl des richtigen Werkzeugprofils ist daher von entscheidender Bedeutung.
Für Komponenten, die Folgendes erfordern:
Spezialwerkzeuge zum Rippenbiegen ist oft die zuverlässigste Lösung.
 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Datenschutzrichtlinie
Wechat: Datenschutzrichtlinie
 IPv6 network supported
IPv6 network supported
leave a message
Scan to wechat :

Scan to whatsapp :

 Deutsch
Deutsch 








